
Denim Yıkama
İçerik
Giriş
Denim için İplik Önerileri
İndigo Yıkama
Denim Yıkama İşlemi
Önişlem
Farklı Denim yıkama tipleri
Ortak İşlem Parametreleri
Reklendirme ve Boyama
Yumuşatma
Diğer Moda Denim Yıkamaları
Farklı Dikiş İpliği Kullanımıında Oluşan Yıkama Görünümleri
Giriş
1870'lerde '' blue jean'' olarak madencilerin ve kovboyların iş kıyafeti olarak kullanması ile başlayıp moda haline gelen bu ürünler, evrim geçirerek günümüz dünyasının en çok kullanılan giyisileri haline gelmiştir. Çeşitli kalıplarda, yıpranmış, giyilmiş ve yıllanmış görüntüsü ile farklı zevklere ve moda akımlarına uygun olarak her zaman önemini korumuş, günümüzde de fonksiyonelliğini devam ettirebilmiştir. Yıkama prosesleri ile indigo boyalı jean kumaşın haslık özelliklerinin değiştirilmesi, ilave olarak yıkama tiplerinin değiştirilmesi ile farklı moda görüntülerine ulaşılmasını sağlar.
Bu teknik bültenimizde, denim ürünlere nasıl ıslak işlemlerin uygulandığını, denim üretiminde ve takip eden yıkama işlemlerinde kontrol edilmesi gereken en önemli parametreleri anlatacağız.
' Yıkama'' ve diğer ''mekanik'' bitim proseslerinin denim ürünlere uygulaması çok farklı şekillerde yapılabilir. Sıklıkla amaç, ürünün kullanılmış ve eskimiş gibi görünmesi için ürünü yıpratma esasına dayanmaktadır. Bu yıpratma (eskitme) işlemi ürüne ''modaya ugun '' bir görüntü kazandırır ve diğer taraftan sert olan kumaşın yumuşak bir tuşeye sahip olmasını sağlar. Eğer dikiş ipliği seçimi ve dikiş uygulamasında önlem alınmaz ise, bu '' direk işlem'' prosesleri, dikiş iplikleri dolayısıyla dikişler üzerinde yıpratıcı bir etki yaratabilir. Yıkama işlem prosesesleri sonrasında tamir oranları artabilir. Yıkama prosesi çok ağırsa bu oranların % 40 lara kadar çıkması mümkündür.
Coats , ağır denim yıkama proseslerine dayanıklı olacak şekilde tasarlanmış ve aynı zamanda kumaş ile kontrast renk oluşturarak dekoratif amaçlı, modaya uygun bir görüntü sağlayabilecek geniş bir yelpazede dikiş ipliği üretmektedir. Örneğin, Coats Epic ve Dual Duty gibi ilikli dikiş iplikleri, yapısı ve özel formüllü lübrikasyonu ile mükemmel bir dikiş performansı sağlamaktadır. Yüksek mukavemetli filament merkezi en ağır uygulamalardaki tüm zorluklara karşı direnç sağlamaktadır. Dual Duty'nin pamuk kaplaması yıkama süresince kumaşla birlikte rengini soldururken, Epic kalitesinin polyester kaplaması yıkama boyunca renginin çoğunu korumaktadır.
Denim için Dikiş İpliği Önerileri
| Marka | Resim | Tanım |
|---|---|---|

|
Coats Dual Duty, yıkama sonrası efekt alma özelliği ile denim ürünlerde kullanıma ideal bir dikiş ipliğdir. | |

|
Özellikle denim ürünlerin üst dikişlerinde ya da cep dikişlerinde eşsiz bir dekoratif görüntü sağlayan kalın numaralar olmak üzere tüm global Coats Dual Duty kalınlıkları için geçerlidir. | |
 |
Coats Dual Duty gerçek indigo; rinse yıkama, taş yıkama ve hipo yıkama gibi popüler yıkama prosesleri sonrasında dikiş ipliğinin kumaşla beraber benzer efekt alarak solması için tasarlanmış bir dikiş ipliğidir. | |

|
Coats Epic , birçok uygulamaya hitap eden ve üstün özellikleri olan ilikli (corespun) polyester dikiş ipliğidir. | |

|
Coats Epic Rugged, hipo yıkamalı ürünlerde dikiş ipliği renginin yıkama sonrasında daha az renk değiştirmesi (korunması) için tasarlanmış, özel boyarmaddelerle boyanan ilikli (corespun) polyester dikiş ipliği kalitesidir. | |

|
Coats Epic Multicolor, birden fazla rengin aynı anda ipliğe verilmesi ile elde edilen ilikli (corespun) polyester dikiş ipliğidir. Bu uygulama ile dikişin çok renkli olarak geçişlerden oluşması sağlanmaktadır. |
Denim Ürünlerde Nakış Uygulamaları
| Marka | Resim | Tanım |
|---|---|---|

|
Coats Sylko, endüstriyel nakış makinaları için tasarlanmış trilobal (üçgen kesitli) polyester nakış ipliğidir. | |

|
Coats Sylko Metalik, endüstriyel nakış makinaları için tasarlanmış kompozit, simli nakış ipliğidir. |
İndigo Boyama
İndigo boyaların doğada çözünmemesi sebebiyle, boyama özel koşullar altında yapılmaktadır. Boyama, boya moleküllerinin daha basit maddelere ayrıldığı fermantasyon işlemi ile başlar. Bu aşamada, boya solüsyon içerisinde çözünür ve kumaş ipliği boyanır. Bir sonraki aşamada, ipliğin havaya maruz bırakılması sonucu oksidasyon işlemi ile güzel, derin ve koyu mavi(lacivert) indigo rengine ulaşılır.
Bu karmaşık boyama prosesi, denim yıkamayı daha zor ve çetrefilli hale getiren bir işlemdir.

Denim Yıkama İşlemi
Yıkama işlemlerinin denim ürünlerde oluşturduğu efektler:
- Görünüm/ Renk değişimi
- Yumuşama
- Boyut sabitliği
- Farklı tutum ve işlev
Yukarıda belirtilen efektlerin derecesi, işlemin süre, sıcaklık, yıkama lotunun çözetli oranı ve kullanılan kimyasallar gibi uygulama koşullarına göre farklılık gösterir.
Denim Yıkama İşlem Adımları
Denim yıkama birçok adımdan oluşan seri bir prosesdir. Burada söz edilecek bazı ana adımlar:
1. Ön İşlem
2. Yıkama
3. Reklendirme ve Boyama
4. Yumuşatma
Ön İşlem
Bu işlem denim yıkama prosesinde yapılan ilk ve en önemli uygulamadır ve aşağıdaki işlemleri kapsar:
1. Kir ve kalıntıların uzaklaştırılması
2. Haşıl sökme
3. Buruşma riskinin azaltılması
1. Kir ve kalıntıların uzaklaştırılması
Kirlilik, kumaş veya ürün imalat aşamalarından gelen, yağ bazlı ya da kimyasal bazlı olabilir. Bu kirli kısımlar, yıkama prosesi boyunca problemlere sebep olabilir, bu yüzden ürün üzerinden uzaklaştırılmalıdır.
2. Haşıl sökme
Bu aşamda, dokuma işleminde kumaşa verilen haşıl maddesi, sonraki proseslerde sorun yaratmaması için ürün üzerinden uzaklaştırılır.
3. Buruşma riskinin azaltılması
Buruşmaya neden olabilecek, makina dönme hızı, makine şartları, kimyasal reaksiyonlar, kumaşın üretim ve depolama süreçleri gibi durumlara karşı önlem için buruşmazlık maddeleri uygulanır.
Farklı Denim Yıkama Tipleri
Ön işlemler sonrasında, denim ürünlere farklı tip yıkamalar uygulanabilir. Yaygın olarak kullanılan bazı yıkama tipleri ;
1. Taş Yıkama
2. Asit Yıkama
3. Rinse Yıkama
4. Enzim Yıkama
5. Hipo ( Ağartma) Yıkama
1. Taş Yıkama
Bu yıkama tipi, denim ürünlerin yıkanmasında kullanılan en yaygın ve temel yıkama tiplerinden biridir. Yetmişlerin sonlarına doğru, ponza taşlarının indigo boyalı denim ürünlerin yıpratma (eskitme) görüntüsünü artırdığı tespit edilmiştir.

Yıkama Bileşenleri
Günümüzde en yaygın olarak kullanılan taşlar, sayısız gözeneğe sahip olan ponza (sünger) taşlarıdır. Bu gözenekler çok keskin kenarlara sahip oldukları için, istenilen aşınmanın kolaylıkla elde edilmesini sağlar.
İşlem
Tipik bir taş yıkama işlemi belirtilen aşamalardan oluşur.
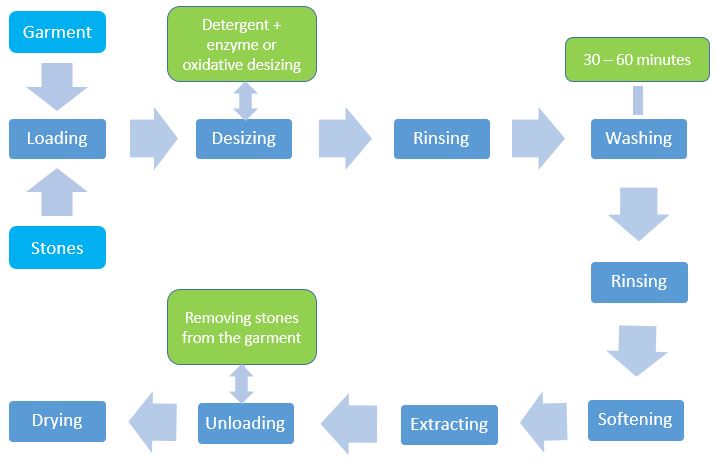
Renk solma derecesine ve ürün tuşesine bağlı olarak taş ağırlığının kumaş ağırlığına oranı değişkenlik gösterebilir.( 0.5:1 den 3:1 e kadar). Uygulama boyunca indigo boyalı ipliğin en dışta kalan kısmı, kısmen de olsa ürün üzerinden ayrılır ve lifin iç yüzeyinde kalan boyasız alan yüzeye doğru çıkar. Yüzey, ponza taşları ile birlikte mekanik prosesle daha da yumuşak bir tuşe kazanır.
Yıkama sonrası efektin derecesi çeşitli faktörlere göre değişkenlik gösterir. Bu faktörler; ponza taşlarının boyutu, taş oranı, çözelti oranı, uygulama süresi, yüklenen ürün miktarı vs…
Boyut
Ponza taşının ebatı 1 cm den 7 cm çap uzunluğuna kadar çeşitli ebatlarda olabilir. İnce denim kumaşlarda 2-3 cm çapındaki ponza taşları kullanılırken, daha kalın denim kumaşlarda 3-6 cm aralığındaki ponza taşları kullanılmaktadır.
Değişkenler
Daha küçük ebatlardaki ponza taşlarının kullanımına bağlı olarak çeşitli taş yıkama tipleri mevcuttur. Bu yıkama tipleri ; kum yıkama, golf topu yıkama, mikro yıkama ve mikro kum yıkama olarak adlandırılır.
Ekipman
Taş yıkama için tamburlu yıkama makinaları kullanılmaktadır. Tamburlu yıkama makinalarının kapasiteleri 200 kg a kadar çıkabilmektedir. Bu makinaların bazıları, yıkanmış ürünleri boşaltmayı mümkün kılan, yana yatabilme özelliğine sahiptir.
Taş Yıkama Effects
- Normal şartlar altında ( kumaş/taş oranı 1:2) renk solması, kumaş/taş oranına bağlı değildir.
- Küçük taşlar nispeten daha iyi bir solma efekti verir, fakat bu durumda aşınma daha düzgün olacağı için, renk kontrastlığının azalmasına sebebiyet verecektir.
- Solma efekti taş tıkama suresi ile artar. Bununla birlikte, yıkama süresinin 90 dk üstüne çıkması efekte kaydedeğer bir artış sağlamaz.)
2. Asit Yıkama ( Moon wash )
Asit yıkama ya da buz yıkama, genellikle daha önceden asit çözeltisinde ön yıkama yapılmış ponza taşlarının, kuru tamburda muamele edilmesiyle yapılır ve böylece ürün içerisinde keskin mavi/beyaz kontrastlarının net ve düzgün olmadığı, sınırlandırılmış bir ağartma efektine ulaşılır.
Yıkama Bileşenleri
Ön yıkama ile sodyum hipoklorid ( % 5-10) veya potasyum permanganat ( % 3-6) emdirilmiş ponza taşları
İşlem
Standart bir asit yıkama, aşağıda belirtilen adımlardan oluşur :
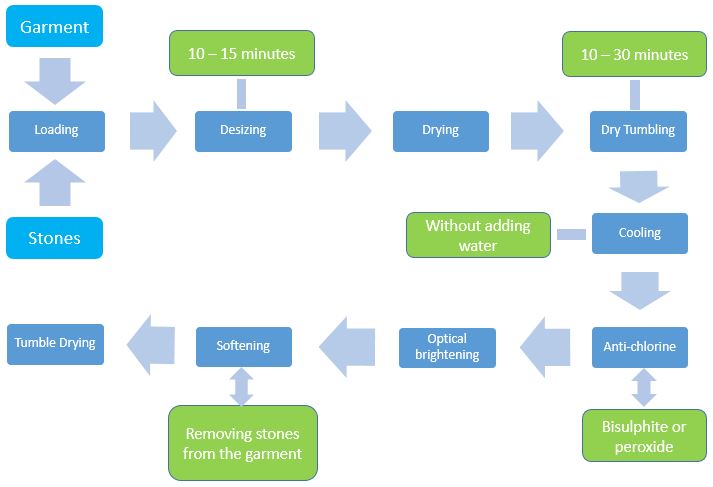
Proses, ponza taşlarının bir ağ veya file torba içerisine konularak, potasyum permanganat çözeltisi içerisinde en az 1-2 saat yıkanmasını ve sonrasında fazlalık çözeltinin boşaltılma aşamalarını içerir. Bu uygulama ile üstte kalan kısımlarda çok ağır ağartma efekti oluşurken, aşağıda kalan kısımlar koyu tonlarını korur. Sodyum klorid ya da potasyum permanganat arasındaki seçim, boyarmadde tipine ve istenilen efekte göre yapılır.
Dezavantajlar
Asit yıkama zahmetli ve kirli bir ağartma prosesidir. Çünkü, potasyum permanganatdan ortaya çıkan mangan dioksitin de proses sonrasında pantolondan uzaklaştırılması gerekir. Hipoklorit ağartma prosesi hızlı, ucuz ve verimlidir, fakat onun da birçok dezavantajı vardır. Kontrolü görece daha zor bir prosestir, çünkü tekrar eden üretimlerde aynı efekti yakalamak zordur.
Ayrıca, hipoklorit selüloza zarar verebilen sert bir kimyasaldır, yüksek mukavemet kayıplarına, dikiş ve ceplerde kopuşlara ve delikere yol açabilir. Ayrıca hipoklorit tehlikeli bir kimyasaldır ve üretim hattında kullanıldığında önceden önlem alınmalıdır.
3. Rinse Yıkama
Rinse yıkamanın amacı, kumaş görüntüsünün olabildiğince koyu tonda kalmasıdır. Haşılı sökülmüş denim, enine açılmış şekilde, açık en yıkama makinasına beslenir ve çıkan boya akıtılmaz.

Değişkenler
Rinse yıkamanın bir cinsi, dikilmiş pantolonların, haşıl sökme işlemi için tamburlu makinalarda yıkanmasıdır. Bu prosesin dezavantajı sürtme haslığının zayıf olmasıdır.
4. Enzim Yıkama
Denim kumaş pamuktan yapıldığı için çok fazla selüloz içerir. Selülaz, denim kumaşa '' giyilmiş /kullanılmış '' görüntüsünü verebildiği için kullanılır. Enzimler, nihai denim efektinde farklı tipler elde edilmesine olanak sağlamıştır. Örneğin artık, ürüne zarar verme riski olmadan daha yüksek derecelerde solma efektini elde edebilmek mümkündür. Selülazlar enzim yıkamada en yaygın kullanılan enzim tipidir. İsminden de anlaşılacağı gibi, selülozü çözer.
Yıkama Bileşenleri
Enzimler, biyokimyasal reaksiyonları kısa süre içerisinde hızlandırabilen moleküler proteinlerdir. Günümüz tekstil endüstrisinde en yaygın olarak kullanılan enzimler, alfa amilaz, protaz, katalaz ve selülaz enzimleridir.
Üreticiler tarafından sunulmuş, selülozun farklı bölümlerini etkileyebilen farklı tip selülazların bir arada bulunduğu multi-bileşenli enzimler bulunmaktadır.
Mono-bileşenli enzimler tek bir bileşenden oluşur ve daha kesin sonuçlar elde edilmesini sağlar. Denimax ürün yelpazesi bu kategoride bulunur.
Ponza taşı (Taş yıkama) yerine Selülaz (Enzim Yıkama) Kullanımının Avantajları
Selülaz enziminin (doğal ve asit selülazı), denim ürünlerde ''eskitilmiş/yaşlanmış'' görünüm sağlayan ''taş yıkama'' prosesinde, ponza taşı yerine kullanımı çok yaygın olarak kullanılan bir yöntemdir.
- Ponza taşı yerine selülaz kullanımı, yıkama makinası ve ürünlerin sürtünmesinden dolayı doğan hasarı önler, kullanılan taşların imha edilme gereğinin ortadan kaldırılmasını ve atık su kalitesinin iyileşmesini sağlar.
- Ponza taşlarının kullanılmadığında, makinaya %50 oranında daha fazla ürün yüklemek mümkün olur. İstenen efekte bağlı olarak, selülaz ve ponza taşı karışımı birlikte kullanılabilir. Bu kullanımda yıkama boyunca, hem kumaş-kumaş sürtünmesi, hem de kumaş-taş sürtünmesi sayesinde yüzey liflerinin güçsüzleşmesi ve sonrasında dökülmesi sağlanır. Seçilen selülaz tipine uygun olarak sıcaklık ve pH derecesi belirlenmelidir. Enzimatik taş yıkama için, asit selülaz ve nötral selülaz kullanılabilir.
- Ponza taşları yüzey liflerini etkilerken, selülaz, aynı zamanda lif içerisine de işler.
İşlem
Tipik bir enzim yıkamada aşağıda belirtilen prosesler uygulanır:
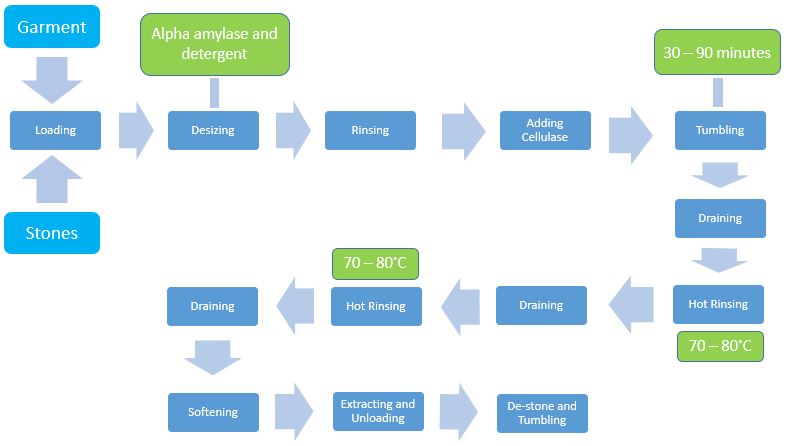
Asit Selülaz: Bu enzimler pH değeri 4.5 - 5.5 arası olan asidik ortamda, 50-60 C sıcaklıkta uygulanır. Enzimatik uygulamaların başlangıcında çekme mukavemeti üzerinde olumsuz etkiler gözlemlenebilir. Asit selülaz uygulaması '' geri boyama'' problemini doğurabilir. Geri boyama; dikişlerin, ürün üzerinden ayrılan indigo boyarmaddeler tarafından kirletilmesidir.
Nötral Selülaz: Nötral selülaz denim yıkamalarda kullanılmaktadır ve Ph derecesi 6-7 aralığında , 50-60 C sıcaklıkta uygulanmaktadır. Asit selülaz ile kıyaslandığında, nötral selülazlar çekme mukavemetine daha az olumsuz etkileri olan bir uygulamadır. Nötral selülaz kullanımınında, yüzey sürtünmesini artırmak için daha yüksek adetlerde yıkama yapılır.
Enzim dozunun litre başına 2-4 gram aralığında olması yeterlidir. Özellikle taş kullanılmadığında, genel olarak enzim yıkama yapılmış ürünlerin renkleri daha düzgündür ( eşit dağılmış). Selülazlar sadece selüloz üzerinde etkilidirı, bu nedenle herhangi bir apre ya da kirlilik, selülaz uygulaması öncesinde ürün üzerinden uzaklaştırılmalıdır.
Nötral selülaz, denim yıkamalarda asit selülaza göre daha yaygın bir kullanıma sahiptir. Bunun sebebi, indigo boyarmaddenin lif üzerine geri yapışması eğiliminin, nötral ortamda, asit ortama göre çok daha düşük olmasıdır.
Enzim Yıkama Parametreleri
- Nötral enzim için, en iyi performans Ph 6-7 aralığında elde edilir.
- Tatmin edici bir sonuç için, enzim dozajı 0.5 - 2 g/lt selülaz aralığında olmalıdır.
Nötral selülaz, denim yıkamalarda asit selülaza göre daha yaygın bir kullanıma sahiptir. Bunun sebebi, indigo boyarmaddenin lif üzerine geri yapışması eğiliminin, nötral ortamda, asit ortama göre çok daha düşük olmasıdır.
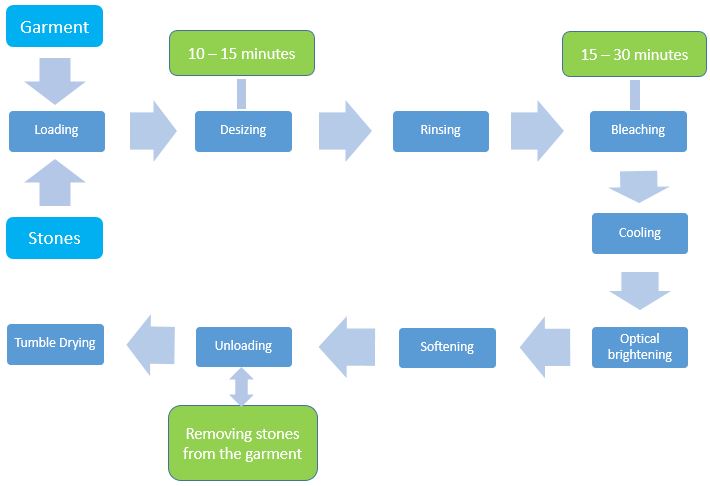
5. Ağartmalı Yıkama
Ağartmalı yıkamada, kuvvetli bir oksidatif madde, ponza taşları ile veya ponza taşları olmadan yıkama boyunca eklenir. Ağartmalı yıkamanın amacı, indigo moleküllerinin oksidatif ağartma kimyasalları ile yıkılarak, koyu mavi( lacivert) rengin açılmasını sağlamaktır.

Yıkama Bileşenleri
Ağartmalı yıkamalarda genellikle sodyum hipoklorit maddesi kullanılır. Günümüzde indigo için ''Klor Ağartma'' tüm renklerin elde edilebilmesinden dolayı en verimli ağartma maddesi olarak kullanılır.
Dezavantajlar
Ağartmalı yıkamalardaki problem, kumaş liflerinin çok fazla hasar görebilmesi ve kirli atık su yayılımının fazla olmasıdır.
Tipik bir ağartmalı yıkamada aşağıda belirtilen adımlar izlenir :
Değişkenler
Ekolojik olarak daha az zararlı olan lakkaz, potasyum permanganat, potasyum persülfat, sodyum kostik, peroksid gibi maddeler kullanılabilmektedir. Fakat, görüntüye ve efekte bakıldığında ''klor ağartma '' ile karşılaştırılamaz. '' Beyaz Ağartma'' metodu, klor ağartma maddesinin farklı banyolarda 2-3 kez uygulanması ile yapılan bir ağartma metodudur.
Hipoklorit ile Ağartma
- Optimum dozaj: % 12 klor içeren hipoklorit kullanıldığında 40 g/lt dir. Hipoklorit dozajının ( konsantrasyonunun) artması durumunda rengin daha kesin limitler içerisinde solması sağlanmaktadır.
- pH: 7 ve daha düşük seviyede ağartma oranının hızı daha yüksek olduğu için, renk solma derecesinin kontrol edilmesi zor olur. Ağartmalı yıkamada, banyo ortamının soda külü eklenerek, Ph 9-10 alkali ortam olması sağlanarak, renk solma derecesinin uygulama süresi ile kontrol edilmesi tavsiye edilir.
- Klor Ağartma: 15 ml (150 g/lt aktif klor)
- Sıcaklık: 50 - 60ºC. Daha yüksek bir sıcaklık, ağartma işlemini hızlandırır ve rengin solmasını sağlar. Ancak, 70ºC üzerindeki sıcaklıklarda da benzer efekt elde edilir.
- Süre: 15 dakika
- Durulama: soğuk
Klor giderme
Her klor ağartma sonrasında arta kalan klor, sodyum bisülfit ile yapılan klorsuzlaştırma işlemi ile ürün üzerinden uzaklaştırılmalıdır.
- Sodyum Bisülfit: 3 g/l
- Sıcaklık: 40-50ºC
- Çözelti Oranı: 1:5
- Süre: 10 dakika
- Durulama: Ilık ya da soğuk
Sık rastlanan Proses Parametreleri
Haşıl Sökme
İndigo ya da sülfür boyalı denim ürünler, suda ve doğada çözülebilen haşıl maddesi taşırlar.
Nişasta bazlı haşıllar en yaygın olarak kullanılan haşıl tipleridir. Haşıl sökme metodunda alkali maddeler, asidik maddeler, oksidatif kimyasallar ve enzimatik amilaz maddeler kullanılabilmektedir.
En verimli olarak tercih edilen metod, amilaz kullanılarak yapılan enzimatik haşıl sökmedir. Tipik bir haşıl sökme işleminde kullanılan parametreler aşağıda belirtildiği gibidir:
- Amilaz: 1 - 2 g/l
- pH: 6 - 7
- Sıcaklık: 60 - 70ºC
- Süre: 15 dakika
- Çözelti Oranı: 1:6 to 1:8
- Durulama: soğuk
Not: Deterjan ilavesi ile ıslatma proses hızlandırılır.
Reklendirme ve Boyama
Yıkama sonrasında ürün renklendirilir veya boyanır. Renklendirme indigonun tonunu veya nüansını yakalamak için kullanılır. Denim ürünlere giyilmiş veya eskitilmiş görünümü verir. Bu işlem 5 ila 15 dakika arasında sürer, sonrasında boya sabitlenir ve fazla boya uzaklaştırılır.
Farklı Boya Tiplerinin Kıyaslanması
| Boya tipi | Fiyat | Renk ( Ton) Seçenekleri | Çevrim Süresi | Proses efektleri |
|---|---|---|---|---|
| Direkt Boyalar | Ekonomik | Geniş Renk Yelpazesi | Kısa Çevrim Süresi | Uygulama Kolaylığı |
| Reaktif Boyalar | Maliyetli | Geniş Renk Yelpazesi | Uzun Çevrim Süresi | Yüksek Su Tüketimi |
| Pigment Boyalar | Düşük Maliyetli | Mat Renk Seçenekleri ile Kısıtlı | Kısadan Uzuna Çevrim | Makine kirlenmesi, süreklilik elde etme zorluğu, sert tuşe |
Yumuşatma
Denim, ağır bir kumaş olduğu için yumuşatmaya ihtiyaç vardır. Bu işlem boyunca görülen temel problem, kumaşın beyazlığını yitimesi ya da sararmasıdır. Bütün organik polimerler (pamuk gibi) sararmaya yatkındır. İndigo boyalı kumaşlar özellikle sararmaya yatkındır.
Sebep: Sararmanın gerçek-tam sebebini bulmak zordur. Birçok sebep içerisinde, ışığa maruz kalma, kirlilik, yanlış proses sıcaklığı ya da bunların kombinasyonu sayılabilir.
Sararma riskinin azaltılması : Sarma riskini tamamen ortadan kaldırmak mümkün değildir.
Bununla birlikte, belirtilen önlemler alınarak en aza indirebilir:
- Ağartma işlemi ya da ağartma nötralizasyonu sonrası, tortuların en aza indirildiğinden emin olun.
- Geri boyamanın en aza indirildiğinden emin olun
- Sararmaya sebebiyet veren kimyasalları kullanmaktan kaçının
- Ürünleri, gerekli olan süreden fazla nemli bırakmayın
- Kurutma şartlarını kontrol edin
Diğer Popüler Denim Yıkamaları
Parça boyama: Taşlanmış bir pantolon, farklı renk ve efektler elde etmek için boyanır.
Yıpratma ( Damaged): Pantolonların belli bölümleri yıpratılır. Bu efekt klor ağartma ile ya da pantolona Amerikan tipi mermi atışı yapılarak sağlanabilir. Bazı jean üreticileri, kanıt olarak uygulama sırasında kullanılan mermilerin boş fişeklerini pantolon cebine yerleştirir.
Zımpara: Pantolonların yüzeyi, suetimsi, tüylü bir görünüm elde etmek için fırçalarla aşındırılır.
Yıkamaların Farklı Tip Dikiş İplikleri Üzerindeki Etkileri
| Kritik Yıkama Prosesi | Kesik Elyaf Polyester Dikiş İpliği | İlikli ( corespun) Dikiş İpliği |
|---|---|---|
| Ağartmalı Yıkama – Sodyum Hipoklorit ile hafif yıkama | Renkte hafif solma. Bazı gri renkler değişken yıkama şartları altında tamamen renk değiştirebilir. | Vat boyalı pamuk kaplamalarda renk değişimi olmaz. |
| Ağartmalı Yıkama – Kalsiyum Hipoklorit ile ağır yıkama | Çoğu dispers boyalı renkler, çok kuvvetli ağartma koşulları altında tamamen solar. | Birçok durumda etkilenmezler. Çok kuvvetli ağartma yıkamalar altında seçilen koyu renklerde hafif solma gözlemlenir. |
| Ponza Taşı ile Yıkama | Dikiş mukavemeti % 5 oranında azalır. Kemer ve cep dikişlerinde bazı aşınma derecelerinde lüper ipliği göze çarpan bir şekilde aşınabilir ve bu da dikişlerin kopmasına, sökülmesine sebep olabilir. | Yüksek mukavemetli polyester filament merkez, aşınmaya karşı dikişlerin korunmasını sağlar. Mükemmel bir dikiş görünümü oluşur. |
| Ponza taşı olmadan Enzim Yıkama | Kemer, arka ağ ve alt dikişlerinde ciddi seviyelerde aşınmalar. Kötü dikiş görüntüsü. Esneme noktalarında, % 30 oranında dikiş kopma riski. | Dikiş mukavemeti ve dikiş görünümü etkilenmez, aynen kalır. Vat boyalı pamuk kaplama normal koşullar altında rengini korumaya devam eder. |