Producción de hilo
Contenido
Introducción
Materias primas
Hilado de fibras de poliéster y algodón
Torsión
Fabricación de hilo
Tipos de hilo
Procesamiento en húmedo
Refinamiento
Tamaño del hilo
Tabla de conversión de hilos de ropa
Introducción
El hilo de coser tiene una variedad de descripciones. En general, nos referimos a él como "dos o más hilos retorcidos para formar una sola hebra en una construcción plegada o con cable".
Sin embargo, en estos días hay otras construcciones de 'Filamento Continuo' fabricadas con tecnologías, como la mezcla, la texturización y la texturización por chorro de aire que pueden producir un hilo de una sola capa de construcción.
Coats produce muchos hilos diferentes y esto se explicará en este boletín técnico.
La mayoría de los hilos de coser de hoy en día se basan en materiales sintéticos, como el poliéster o el nylon, que han reemplazado en gran medida el uso de fibras naturales como el algodón y el lino, que solían ser el material de elección.
Los hilos de artesanía todavía están predominantemente hechos de algodón, especialmente cuando el trabajo de artesanía se realiza a mano. Sin embargo, si el efecto de la artesanía está siendo creado por una máquina, (como en el caso del bordado de logotipos), los hilos sintéticos están reemplazando rápidamente los hilos de algodón y rayón.
Materias primas
Algunas características importantes de las fibras y filamentos que se utilizan para los hilos de coser son:
- Elongación en la ruptura.
- Elasticidad y recuperación.
- Resistencia al calor y inflamabilidad.
- Resistencia a la abrasión
- Tenacidad, la fuerza para el tamaño del hilo.
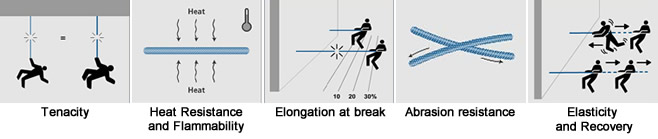
El acabado se determina en última instancia por el rendimiento de costura y los lubricantes utilizados, pero la resistencia de la costura y la durabilidad de la costura están directamente relacionadas con las propiedades mencionadas anteriormente.
Materias primas: Poliéster o Nylon
Las materias primas de poliéster se producen inicialmente utilizando hojuelas de polímero o gránulos, que luego se funden y alimentan a presión a través de un dispositivo conocido como hilera.

Una hilera es un disco de metal que contiene agujeros. El polímero fundido se extruye a través de la hilera para formar filamentos continuos.
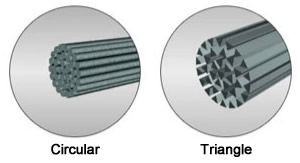
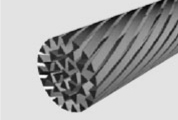
Para la gran mayoría de los hilos de coser, los orificios de la hilera son circulares, pero para los filamentos de alto brillo utilizados en la fabricación de hilos de bordado, el perfil de la hilera es triangular y produce filamentos trilobulares.
Estos filamentos se enfrían y se recogen juntos para formar un hilo de filamento continuo. Este es uno de los componentes principales para hacer hilos de coser a base de poliéster. Este proceso se conoce como hilado por fusión.
El diámetro de los filamentos está determinado por el tamaño de los orificios en la hilera y la presión de la bomba.
Para obtener filamentos adecuados para la producción de hilos de coser de filamento continuo y de núcleo, los hilos se dibujan individualmente para orientar las cadenas moleculares y producir filamentos de alta tenacidad. Los filamentos que se utilizan para la producción de hilos de coser tienen una sección transversal circular y una superficie lisa, lo que los hace más brillantes que las fibras naturales debido a la mayor reflectividad de la luz.
Sin embargo, para usos finales especiales como el bordado a máquina, hay filamentos de sección transversal de poliéster multilobal que ofrecen mayores valores de reflectancia de la luz que los filamentos de sección transversal circular.
Coats produce una variedad de diferentes hilos de filamento continuo con diferentes características físicas que satisfacen sectores particulares de la industria de los hilos de coser. Los principales hilos de filamento continuo producidos por Coats están hechos de poliéster o poliamida.
Materias primas: Poliéster
Este filamento de poliéster de filamento también se puede utilizar para producir fibra cortada de poliéster. Para hacer esto, tomamos una serie de hilos de filamento continuo hilado en fusión que luego se juntan en una estructura de cuerda o remolque. Esta estructura en forma de cuerda se dibuja o estira para alinear la cadena molecular, lo que aumenta la tenacidad del filamento. Luego se enrosca, se le da una arruga, para producir una mejor superficie de fricción.
Luego, el cable puede cortarse en una longitud de grapa regular adecuada de alrededor de 38 mm, con el fin de imitar la fibra de algodón de la mejor calidad para crear hilados de grapas. O puede estirarse roto para producir una fibra más larga, aunque de mayor longitud variable, y utilizarse para producir estambres por remolque o Craq.
Para hilos de coser se suele utilizar fibra de alta tenacidad. A pesar de sus características diferentes, todos los hilos sintéticos deben estar correctamente lubricados para que funcionen correctamente en la máquina de coser.
Materias primas: Algodón
El algodón es una fibra natural y es la fibra sobre la cual Coats construyó originalmente su negocio en todo el mundo. El algodón se produce en muchos grados diferentes.

Para los hilos de coser, Coats selecciona entre los cultivos de algodón básicos más largos y extra largos del mundo. Las fibras de algodón se seleccionan cuidadosamente en función de su grado, resistencia, longitud, finura y madurez.
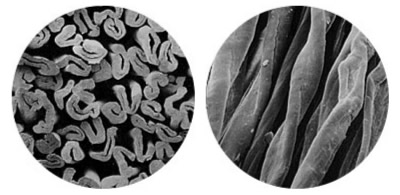
Bajo el microscopio, las fibras de algodón tienen un aspecto de cinta aplanada con convoluciones frecuentes. En una sección transversal de algodón notará que se ven como tubos huecos colapsados. Estas fibras son muy finas con un diámetro típico de 20 micrones y una longitud de fibra que promedia aproximadamente 38 mm.
Aunque ahora es menos común como hilo de coser industrial, el algodón aún es dominante en el mercado de los hilos artesanales.
Hilatura de fibras de poliéster
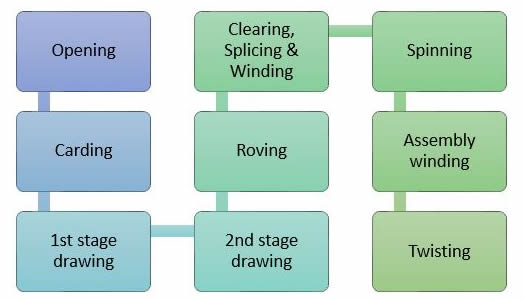
El proceso de fabricación de un hilo de coser de poliéster hilado incluye los pasos; Apertura, cardado, dibujo de 1ª y 2ª etapa, desplazamiento, hilado, compensación / empalme y devanado, devanado de ensamblaje y, por último, torsión.
Hilatura de fibras de algodón
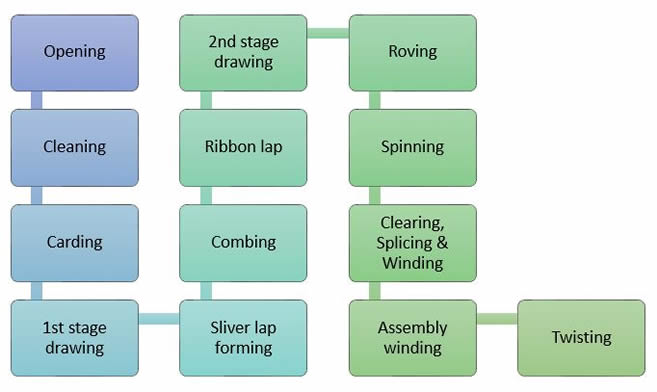
El proceso de fabricación de un hilo de coser de algodón incluye los pasos; Apertura, limpieza, cardado, dibujo de la 1ª etapa, formación de la vuelta de la astilla, formación de la vuelta de la cinta, peinado, dibujo de la 2ª etapa, desplazamiento, hilado, limpieza / empalme y bobinado, bobinado y torsión de conjuntos.
Hilado de fibras de poliéster y algodón.
Apertura
Este proceso consiste en abrir los fardos de fibra cortada y mezclarlos.

Limpieza - Algodón SOLAMENTE
Para eliminar la suciedad, hojas y fragmentos de semillas que se mezclan con las fibras.
Cardadura
Las fibras en forma de vuelta se pasan luego a las Tarjetas, que separan las fibras individuales entre sí y liberan cantidades adicionales de impurezas. Las fibras se juntan en una astilla o un cable, que es como una cuerda de fibra.
Dibujo de 1ª etapa
Normalmente, se combinan 6 u 8 astillas y se combinan, luego se extraen utilizando un sistema de rodillos de dibujo para producir una astilla única de tamaño similar a la astilla de entrada única. Esta máquina funciona al tener el par de rodillos delanteros girando más rápido que los rodillos traseros.
Sliver Lap - algodón SOLAMENTE
Una serie de astillas se presentan a la máquina de lap Sliver que las alinea una al lado de la otra, las extrae. Las fibras, ahora en forma de hoja, se enrollan en lo que se llama una vuelta.

Formación de vuelta de la cinta - algodón SOLAMENTE
Estas vueltas se presentan luego a la máquina de cinta / vuelta, donde varias vueltas se unen una encima de la otra a otro sistema de dibujo similar a la máquina Silver/lap. Nuevamente, la salida de esta máquina es una vuelta, que es el paquete de entrada para la máquina peinadora.
Estos procesos están diseñados para mezclar las fibras discontinuas, alinearlas paralelas entre sí y mejorar la regularidad.
 |
 |
Peinando - Algodón SOLAMENTE
La siguiente etapa de producción presenta las vueltas al Comber, que peina las fibras a medida que se extraen de la vuelta. La función del peinado es eliminar las fibras cortas y colocar las fibras largas restantes paralelas entre sí. La producción del comber devuelve la fibra a una forma de astilla.
Dibujar Marco - Dibujo de 2da etapa:
Después de peinar [ÚNICAMENTE el algodón], se vuelven a combinar varias astillas y se pasan a través del marco de dibujo Post-comb para ayudar a eliminar las irregularidades y asegurar que las fibras estén colocadas correctamente paralelas entre sí. La astilla producida aquí es aproximadamente del tamaño de la astilla de entrada pero todavía es mucho más pesada que los hilos requeridos para el hilo.

En el caso de las fibras de poliéster, los dos procesos de marco de dibujo reemplazan los procesos de dibujo de solapa, solape de cinta y post peinados. Esto significa que la ruta del proceso es más corta en la sección de preparación.
Roving
La astilla del dibujo de algodón de post-cepillado o el dibujo de poliéster de segunda etapa se envían al marco de velocidad donde cada astilla individual se presenta a un conjunto individual de rodillos de dibujo y se arrastra hasta un peso adecuado para el hilado en anillo. Estas máquinas, a veces denominadas máquinas de "arrastre", producen una versión más fina de una astilla que se conoce como Roving. Debido a que en esta etapa el número de fibras en la sección transversal se reduce considerablemente, la mecha es relativamente débil. Un pequeño giro se inserta en la mecha para mantenerlo unido y facilitar el proceso de Ring Spinning, ya que se enrolla en una bobina.

Anillo de giro
La etapa final de la producción de hilo se realiza en el marco de hilado en anillo, donde el desplazamiento se extiende hasta el peso o grosor requerido y se inserta el nivel relativamente alto de torcedura simple, requerido para la fuerza y el equilibrio en el hilo completado. Este giro es normalmente en la dirección "S", aunque algunos hilos tienen sus giros individuales en la dirección "Z". El dibujo o el boceto hacia abajo se realiza mediante una serie de rodillos que funcionan a diferentes velocidades, lo que hace que el roving sea más fino. Después de dejar el rodillo de dibujo final, se imparte el giro de los singles creando un hilados sencillos. El hilo fino resultante se enrolla en un tubo anular. Si la fibra cortada utilizada era 100% algodón, el hilo es 100% algodón hilado. Si la fibra cortada utilizada era 100% poliéster, entonces el hilo es 100% poliéster hilado.

Core Spinning
Si el hilo debe ser un hilo Corespun, entonces se alimenta un hilo preestabilizado de filamento continuo de poliéster en la parte posterior de los rodillos delanteros en el marco de hilado en anillo, de modo que no se produce estiramiento del filamento, y las fibras cortadas en el roving forma una vaina exterior alrededor del núcleo del filamento.
Si la fibra cortada utilizada era 100% algodón y el núcleo del filamento es 100% poliéster, entonces el hilo es Poliéster / Algodón.
Si la fibra cortada utilizada era 100% poliéster y el núcleo del filamento es 100% poliéster, entonces el hilo es de poliéster / poliéster corespun, a veces denominado Poli / Poli.
Hilos de poliéster Schappe, Craq o Tow Spun
Los hilos sintéticos también pueden producirse directamente a partir de cables de filamentos continuos suministrados por los productores de filamentos al estirarlos hasta el punto de ruptura. Esto se hace en una maquinaria especial donde el arrastre se pasa entre dos juegos de rodillos que funcionan a diferentes velocidades, mientras que el segundo es el más rápido. Cada filamento se rompe antes de llegar a los segundos rodillos, pero es llevado por sus vecinos. Esto da como resultado fibras cortadas más variables pero de mayor longitud, que luego se estiran y se trenzan en hilos a través de una serie de operaciones de dibujo y combinación para el procesamiento estándar posterior en hilos de coser terminados. Tales hilos son conocidos como hilos Schappe, Craq o Tow Spun.
Despejar, empalmar y enrollar
El paquete del marco giratorio del anillo pesa entre 100 y 150 gramos. El propósito del proceso de Despeje, Empalme y Devanado después del hilado, es sacar el hilo de los tubos anulares, pasarlos a través de detectores electrónicos de fallas (Despeje) para eliminar fallas que puedan impedir el rendimiento de costura del hilo final. Los extremos del hilo se unen (empalme), ya sea debido a la eliminación de una falla o simplemente para unir las cortas longitudes de hilo de los tubos anulares para producir longitudes más largas. Este proceso se denomina devanado de extremo único.

Una vez que tengamos nuestros "hilos", la siguiente etapa es convertirlos en hilos "grises" o "verdes".
Montaje del embobinado
Los paquetes (o quesos) del hilo "despejado" del devanado de extremo único se envían al montaje de bobinas para preparar un paquete adecuado para las máquinas de retorcido. Este proceso simplemente ensambla el número requerido de extremos de hilo sencillo para el hilo final y los coloca uno al lado del otro bajo igual tensión.

Retorcido de hilos y corespun:
Todos los hilos de coser convencionales comienzan su ciclo de construcción como simples hilos. Como ha visto, el hilado de fibras relativamente cortas o de filamentos finos y retorcidos produce estos hilos básicos. Debido a su finura, estas fibras y filamentos tienen una gran área de contacto íntimo entre sí cuando se mantienen unidos con su eje paralelo. Esto produce la coherencia y la fuerza combinadas con la flexibilidad, que es esencial en cualquier buen hilo de coser, y es el giro que se inserta en los hilos básicos, generalmente en la dirección "S", lo que produce la fuerza de consolidación. Esto se conoce como el "torción sencilla".

El giro en el hilo sencillo se equilibra aplicando un giro en la dirección opuesta, generalmente "Z", cuando normalmente se combinan dos, tres o cuatro hilos para formar un hilo de coser. Esto se conoce como el "torción final".
Fabricación de hilo
Sin el nivel correcto de giro de acabado, un hilo convencional no se puede controlar durante la costura. Las capas individuales se separarían durante sus pasajes repetidos a través de la aguja y sobre las superficies de control de la máquina de coser. Por lo tanto, la torsión se define como el número de vueltas insertadas por metro (o vueltas por pulgada) del hilo o el hilo producido.
Si el giro es demasiado bajo, entonces los hilos pueden desenroscarse, deshilacharse y romperse; si es demasiado alto, la vivacidad resultante en el hilo puede causar enredos, vueltas, nudos o derrames del paquete final.
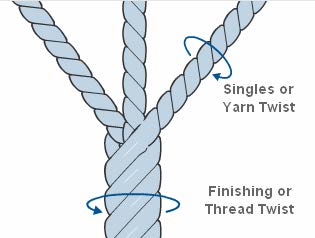
Como puede ver, el término "S" o "Z" se deriva de la diagonal de estas letras siguiendo la dirección de la torsión. El giro "S" a veces se denomina giro derecho y el giro "Z" a veces se denomina giro izquierdo.
Los hilos de filamento continuo que se muestran al comienzo de esta sesión también se pueden torcer para hacer hilos de coser de filamento continuo. Los hilos de filamento continuo también se pueden ensamblar en 2, 3 o 4 capas para crear hilos de poliéster de filamento continuo o hilos de nailon. Estos incluyen hilos con textura.
Tipos de hilo
Se puede producir toda una gama de hilos de coser a partir de las pocas materias primas que hemos discutido hoy.
Corespun es el mejor hilo de coser para ropa de uso general disponible en el mercado hoy en día. Corespun combina las características de resistencia y elongación del núcleo de filamento continuo con el rendimiento de costura y las características de la superficie de los hilos de fibra hilada.

El componente de filamento se fusiona con las fibras cortadas en la operación de hilado del hilo. El filamento ocupa su posición en el centro del hilo con una funda protectora de fibras cortadas envueltas a su alrededor. Estos hilos compuestos se trenzan para formar un hilo plegado.
Las dos construcciones principales son hilos de poliéster cubiertos y protegidos con fibras de poliéster o hilos de poliéster cubiertos y protegidos con fibras de algodón.
Los hilos de poliéster hilado con grapas se fabrican a partir de fibras cortadas de alta tenacidad. Una fibra típica de alta tenacidad utilizada para el hilo de coser sería 1.2 denier, que es una medida de la densidad lineal y tiene una longitud de 38 mm con una tenacidad de al menos 7.5 gramos por decitex. Algunos productores de hilo utilizan una longitud de fibra de 45 mm o incluso 55 mm, dependiendo de la maquinaria que tengan disponible. Los hilos SSP se producen en una amplia gama de construcciones y tamaños, números de tex y tickets, para adaptarse a la mayoría de las aplicaciones de costura generales.

Los hilos de algodón hilado con grapas son generalmente de fibras discontinuas largas de alto grado. Estos hilos de algodón son de tres tipos distintos: suave, mercerizado y glace o pulido.
Los hilos suaves no reciben un tratamiento especial que no sea la decoloración o el teñido y la aplicación de un lubricante uniforme de baja fricción.
Los hilos mercerizados se tratan bajo tensión, en una solución de soda cáustica que hace que las fibras se hinchen y se vuelvan más redondas en la sección transversal. Este proceso mejora el brillo y aumenta la resistencia de las fibras. La afinidad del tinte también se ve reforzada por este proceso.
Los hilos de algodón glace se producen a partir de hilos de algodón suave al darles un tratamiento de pulido. Este proceso aplica un recubrimiento de almidón a la superficie del hilo, cepilla los extremos de la fibra en el cuerpo del hilo y los seca para formar una superficie lisa en el hilo. El proceso de pulido aumenta la resistencia del hilo en aproximadamente un 10%, pero lo más importante es que este proceso protege al hilo de la abrasión durante las operaciones de costura de alto rendimiento. Los acabados en glaseado también se aplican a los hilos de poliéster / algodón.
Hilos de filamento continuo
- Coats produce una variedad de diferentes hilos de filamento continuo con diferentes características físicas que satisfacen sectores particulares de la industria de los hilos de coser. Los hilos de filamento continuo producidos por Coats están hechos de poliamida [nylon], poliéster y rayón.
Los hilos de filamento continuo son significativamente más fuertes que su tamaño equivalente en Corespun, SSP (Staple Spun Polyester) o algodón.
Algunas variedades de hilos de filamento continuo son:
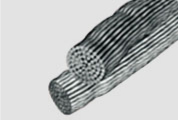
El hilo suave de filamento continuo es la forma más simple. En la producción de un hilo de filamento continuo, los filamentos se reúnen desde la hilera en una hebra continua, cada hebra comprende un número específico de filamentos que dependen de las características deseadas.

Estas hebras se combinan y se trenzan convencionalmente en construcciones plegadas similares a los procesos posteriores a la hilatura utilizados para los hilos torcidos.
Estos hilos se utilizan en aplicaciones de costura donde la resistencia de la costura es particularmente importante, como el calzado y los artículos de cuero fino.
A algunos de estos hilos se les da un proceso adicional llamado Enlace.
En este caso, los hilos están recubiertos con una resina soluble como Nylon o Poliuretano para filamento continuo Nylon y Poliéster o Poliuretano para filamento continuo Poliéster.
Después de la aplicación, la resina se cura y se seca, lo que tiene el efecto de mantener las capas unidas. La aplicación de los agentes de unión también reduce la abrasión en el hilo durante la operación de costura.
Trilobal Poliester es un tipo específico de poliéster de filamento continuo que se utiliza principalmente para el hilo de bordado.
El Trilobal Poliester se ha modificado para maximizar el brillo del hilo creado por los filamentos individuales que tienen una sección transversal triangular.
Los hilos de filamento continuo se modifican mediante un procesamiento adicional para producir lo que ahora llamamos hilos texturizados. Estos pueden ser producidos a partir de Nylon (Nylon Texturizado TXN) o de Poliéster (Poliester texturizado o TXP).
Estos hilos están diseñados para ser más voluminosos y más suaves que los hilos trenzados de filamento continuo y se pueden producir en diferentes construcciones de capas. El método más común para producir estos hilos es mediante torsión falsa. En este proceso, el hilo de filamento se somete a calor, por contacto o por convección, para suavizar los filamentos. El hilo se somete luego a una fuerza de rotación que da como resultado la inserción de una torsión. A medida que el hilo sale de la zona de torsión de la máquina, se retira la torsión, pero como el hilo todavía está en una condición termoplástica, la memoria de los hilos retiene algo de la distorsión impuesta en la zona de torsión. Este proceso da como resultado que los filamentos individuales adopten una forma ondulada que proporciona un hilo voluminoso y suave con altas características de estiramiento. Son más adecuados como subprocesos en operaciones ligeras de encadenamiento, overlocking y cubrimiento.
Los hilos de coser de filamento de poliester bloqueado se producen mediante una técnica que consiste en calentar y estirar los filamentos continuos. Los filamentos se enredan y se tratan térmicamente para producir un hilo consolidado. Los hilos de coser de filamento de poliester bloqueado tienen muchas de las características y el rendimiento de los hilos producidos por las rutas de hilado y torsión convencionales, pero el hilo tiene un tacto o tacto diferente.

Proceso en húmedo - Paquete de tinte sinuoso
Todos los hilos sintéticos, los hilos de poliéster / algodón, y algunos hilos de algodón 100% se procesan en húmedo en lo que se conoce como quesos. Estos quesos se producen en el marco torcido o en un proceso separado llamado enrollador de queso para teñir.
Los paquetes para teñir se enrollan de manera que tienen una densidad y permeabilidad constantes para permitir que el licor de colorante se bombee uniformemente a través de los paquetes.

Proceso en húmedo - Carga de portador
Un queso teñido kier se utiliza para teñir hilo de coser. Los quesos de hilo gris se apilan sobre los husillos huecos perforados de los portadores de la máquina de tinte y se comprimen en condiciones controladas para crear una columna sellada de hilo de densidad uniforme.

Proceso en húmedo - Teñido
La tapa del tinte kier se cierra con un cierre. El licor de colorante se bombea bajo presión y se eleva a la temperatura de teñido.

El líquido de tinte fluye a través de cada paquete de hilos, alternativamente de entrada a salida y salida a intervalos preestablecidos. Estos ciclos, junto con la temperatura, el tiempo y la adición de todos los demás productos químicos requeridos por la receta de tinte para un tono específico, están regulados automáticamente por los controles de computadora en los tintoreros modernos. Esto garantiza un teñido uniforme según estándares precisos.
Al teñir 100% hilos de algodón, a veces es necesario agregar un ciclo de blanqueo al proceso de teñido para eliminar los colorantes naturales y las impurezas químicas en las fibras de algodón antes de teñirlas.
Se requieren diferentes clases de colorantes para diferentes sustratos de hilos de coser. El poliéster se tiñe usando colorantes dispersos a alrededor de 130 ° C, mientras que el algodón se puede teñir con colorantes directos, reactivos o de tina generalmente a temperaturas por debajo de 100 ° C.
Los hilos de núcleo de poliéster / algodón contienen dos componentes diferentes, a diferencia de los hilos de coser que están hechos de un solo sustrato, cada componente requiere una clase diferente de colorante y, por lo tanto, el proceso de teñido es más complejo y lleva más tiempo. Los colorantes se seleccionan para producir el mismo tono en ambos sustratos y los dos ciclos de tinte separados se llevan a cabo consecutivamente en la misma operación de teñido general.
Luego, los paquetes teñidos se secan uniformemente con centrifugadoras para extraer el exceso de humedad y luego los quesos se secan finalmente utilizando sistemas de secado por aire caliente o secadores de radiofrecuencia.
 |
 |
Proceso en húmedo - Mercerización
Los hilos de algodón a veces son mercerizados. En este proceso, las fibras de algodón se impregnan con una solución de soda cáustica, lo que hace que se hinchen y, al hacerlo, desenrosca sus convoluciones naturales, antes de estirarlas y lavar la solución cáustica.
Esto produce un hilo más fuerte y lustroso con una afinidad incrementada por los tintes de colorante. La mercerización se realiza generalmente en forma de madeja y el proceso de teñido también se realiza en máquinas de teñido de madeja.
Antes de someterse al proceso de mercerización, el hilo gris de algodón 100% a veces se gasea o se chupa, es decir, se pasa a través de una llama de gas cuidadosamente controlada para eliminar las fibras extrañas de la superficie del hilo. Esto mejora aún más el brillo del producto final.

Durante la costura, se genera un calor considerable en la aguja de la máquina de coser y es común una temperatura promedio de 330 grados centígrados. Este calor se genera a través de la fricción cuando la aguja de la máquina de coser se abre paso a través de las capas de tela que se está cosiendo. Tanto las hebras de poliéster como las de nylon se fundirán a temperaturas inferiores a 300 grados Celsius. La mayoría de las roturas de hilo que se producen durante la costura son causadas por la fusión del hilo sintético en el ojo de la aguja cuando la operación de costura se detiene momentáneamente para cambiar de dirección o al comenzar una nueva costura. No siempre son causados por una tensión excesiva en el hilo.
Para evitar que se dañe el hilo en el ojo de la aguja y para ayudar al paso del hilo a través de la trayectoria del hilo de la máquina de coser, la mayoría de los hilos se lubrican después del teñido. La mayoría de los lubricantes son combinaciones de cera de parafina que ayuda a reducir la fricción y silicona que promueve el enfriamiento de la aguja. Los lubricantes se pueden aplicar en el teñido, en un proceso de aplicación de lubricante por separado o más comúnmente en el devanado final. El contenido de lubricante y el índice de fricción ayudan a garantizar una buena costura. La cantidad de lubricante aplicado es fundamental para una costura exitosa y el nivel real de lubricante se controla cuidadosamente.
Acabado - devanado final
Después de aplicar el lubricante y los acabados especiales, el hilo pasa al devanado final, donde se enrolla en el soporte (cono, anillo, tubo, etc.) a la longitud requerida por el cliente. El tipo de soporte utilizado dependerá del sustrato del hilo que se enrolla y del uso final del hilo.
 |
 |
La operación final es el empaque de productos terminados, donde el producto está etiquetado, envuelto y empaquetado antes de ser enviado al almacén para su envío inmediato al cliente o para el stock del almacén.
 |
 |
Tamaño del hilo
El método preferido para dimensionar el hilo de coser para los productos de la oferta global de Coats es el sistema Tex. Tex es el peso en gramos de 1.000 metros de hilo o hilo. Cuanto mayor sea el número, más grueso será el hilo.
Una unidad de tamaño alternativa de uso común para hilos combinados sintéticos y sintéticos es Metric Ticket. El número de boleto métrico se deriva de tomar el número 1,000 dividido por el número de tex multiplicado por 3. Cuanto más alto sea el número, más fino será el hilo.
Los hilos de algodón 100% aún utilizan el sistema de tamaño de tamaño inglés Ne [número] conocido como Número de boleto y número de algodón.
Tabla de conversión de hilos de ropa
Aquí hay una útil tabla de conversión del tamaño de hilo de la ropa. Esto incluye el sistema de tickets de EE. UU., así como el tamaño de la aguja de Singer y Métrica.
| Tamaño de tex | Ticket de Estados Unidos | Entrada métrica | Conteo de algodon | Aguja Singer * | Aguja métrica * |
|---|---|---|---|---|---|
| 18 | 120, 100/80 | 160 | 60/2 | 9 - 11 | 65 - 75 |
| 21 | 100 | 140 | - | 9 - 11 | 65 - 75 |
| 24 | 100, 100/60 | 120 | - | 10 - 11 | 70 - 75 |
| 27, 30 | 70, 70/40 | 100 | 60/3 | 12 - 16 | 80 - 100 |
| 35 | 70 | 80 | - | 12 - 16 | 80 - 100 |
| 40 | 50, 60/36 | 75 | 40/3
|
14 - 16 | 90 - 100 |
| 45, 50 | 40 | 60 | - | 14 - 18 | 90 - 110 |
| 60 | 30, T-60 | 50 | 20/2 | 18 - 21 | 110 - 130 |
| 80 | 20, T-80 | 36, 40 | 20/3 | 19 - 22 | 120 - 140 |
| 105 | T-100 | 30 | 12/3 | 21 - 23 | 130 - 160 |
| 120 | 16 | 25 | - | 22 - 24 | 140 - 180 |
| 150 | 12 | 18 | - | 24 - 26 | 180 - 230 |
*Las recomendaciones de tamaño de la aguja son nominales y, en última instancia, dependen de la aplicación de costura.